من الصعب جدا أن تصف سعادتك عند مشاهدة شيء قمت بتصميمه يتحقق بشكل ملموس أمام أعينك. ومن المرضي جدا هو مشاهدته مطبوعا على آلة قمت ببنائها بنفسك عن طريق جهاز مفتوح المصدر والتحكم فيه ببرنامج مفتوح المصدر على نظام لينكس.
تقوم طابعة الأبعاد الثلاثة بخلق أشياء عن طريق صب البلاستيك شيئا فشيئا في طبقات. تقنيا، هناك ثلاثة طرق لطباعة الشيء بأبعاد ثلاثية. في الوقت الحالي، المنهجية المشهورة تكمن في استعمال لفيفة من البلاستيك الذي يتم ادخلاه في طرفية ساخنة والتي تقوم بتسخين البلاستيك وإخراج كمية منه في المكان المحدد لإتمام عملية الطباعة.
عملية إضافة المادة ببطء تسمح لك بخلق أشياء قد تبدو صعبة التحقيق إذا كنت تبدأ بحاجز من المادة ونزع الأجزاء التي لا تريدها. تسمح لك طابعة ثلاثية الأبعاد أيضا بأن تنشئ أشياء بطريقة رخيصة نسبيا؛ حامل اللوحة الذكية الذي يناسب تماما مكانا على مقعد المطبخ يمكن أن يكلفك فقط 50 سنتا من البلاستيك.
من الإيجابيات الكبيرة للطابعة ثلاثية الأبعاد أن لها القدرة على تصميم وإنشاء أشياء بدون أن تتطلب التدريب عليها أو التجربة أو خطر الضياع الذي تأتي به مع استعمال مختلف الوسائل للبناء الخشبي أو المعدني اليدوي.
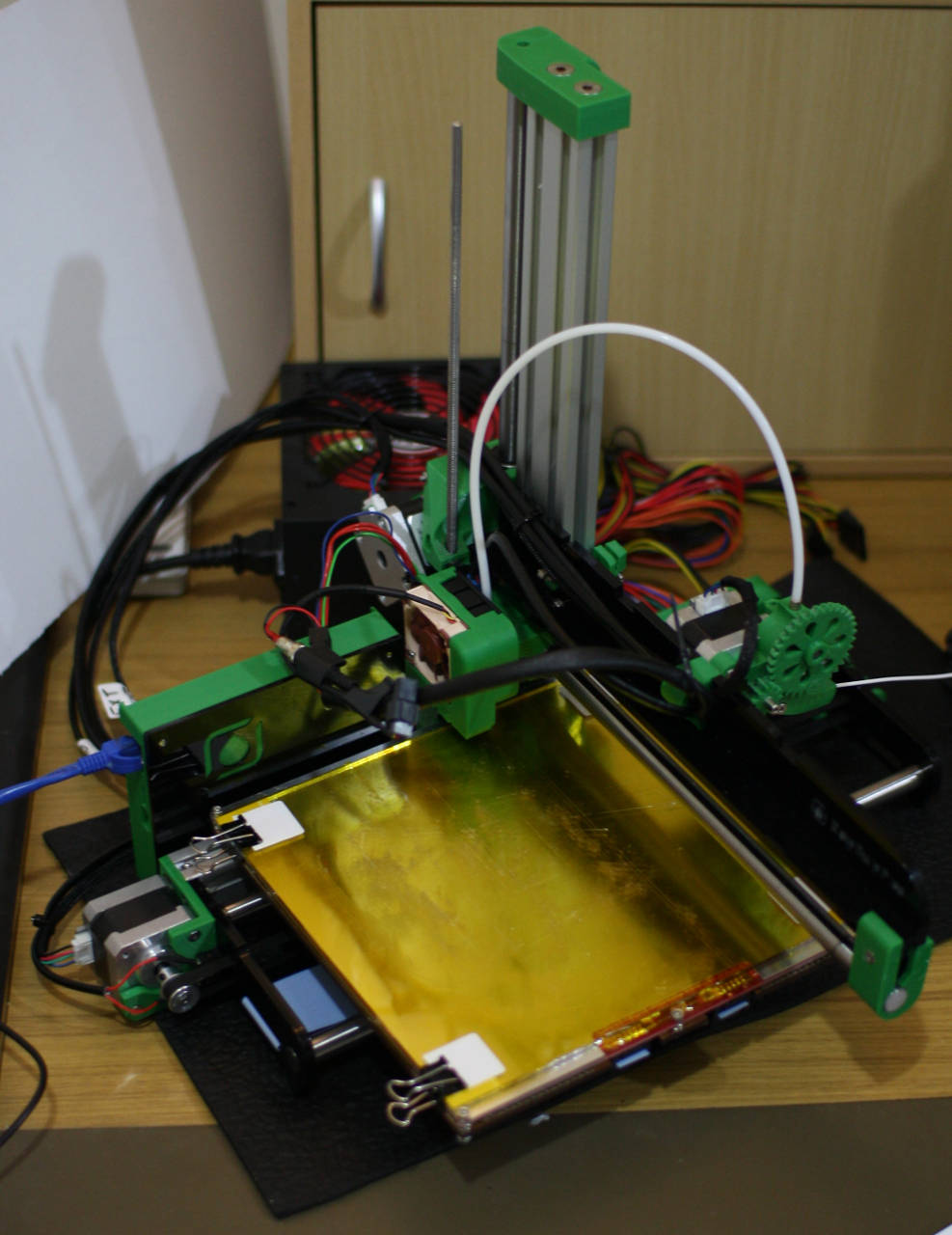
طابعة الريبراب برو اورميرود (RepRapPro Ormerod) هي إضافة حديثة لخط الريبراب (RepRap) للطابعات ثلاثية الأبعاد. ويستعمل برنامج مفتوح المصدر لتشغيل الجهاز المفتوح. لوحة المتحكم على الاورميد هي الدويت (Due). لوحة هذا الأخير تستعمل نفس نواة الشريحة مثل لوحة الأردوينو ديو الحديث وتشتمل أيضا على جهاز متحكم ومصدر تحكم، وايثرنت (Ethernet) ومنفذ بطاقة التخزين الصغيرة. على طول جانب الديوت (Duet) هناك صف من الرؤوس الملاحق التي يمكن استعمالها لتوسيع استخدامات الحاسوب. مصدر الطاقة الأول على الاورميرود (Ormerod) هو خط 12 فولط مأخوذة من كهرباء الحاسوب.
تتم العملية الكاملة من تصميم الأشياء، وتقطيعهم لتتمكن الطابعة من فهم كيفية طبعها مرورا بالتحكم وإرسال الملفات للطابعة تتم هذه العملية باستعمال برنامج مفتوح المصدر على جهازك بنظام لينكس.
البلاستيك المستعمل في إنشاء الاورميرود هو نفسه المطبوع على طابعة الاورميرود ثلاثية الأبعاد. يمكنك تحميل الملفات المصدر لهذه الأجزاء البلاستيكية وطبع الأجزاء الخاصة بك أو القيام بتعديلات لها لتحديث طابعتك. الأجزاء التقطيعية الليزرية الاكريليكية لها أيضا ملفات المصدر الخاصة بها متوفرة إذا كنت ترغب في صنع الكثير من الأجزاء أو تعديل تلك الأجزاء. لقد أنشأت الأجزاء الخاصة بي باستعمال أجهزة وأدوات كانت بين يدي.
البناء
من الإيجابيات الكبيرة في وضع وتجميع طابعتك ثلاثية الأبعاد الخاصة بك هو الاستئناس بالجهاز. إذا خرج حزام التوقيت فيجب أن تعرف كيف تعيده لأنه نفس الإجراء الذي كنت تستعمله لتحصل عليه هناك في المكان الأول. التعديل أو التحوير هو أيضا خاصية من الخصائص المتاحة –

يباع الاورميرود في علبة تحتوي على كل الأجزاء التي تحتاجها لتجعل طابعتك تعمل بشكل جيد. يضم المحتوى أيضا بعضا من الخيط البلاستيكي البي ال اي PLA لكي تستطيع البدء بالطبع مباشرة. ومن الضروري أن يكون لديك مجموعة صغيرة من الأدوات لتضع محتوى العلبة الخاص بالاورميرود معا. لائحة الأدوات الأساسية هي المرجع للأدوات الميكانيكية والكهربائية التي يجب أن تكون لديك لإنشاء وتركيب محتوى العلبة. وتجد هنا لائحة قصيرة وبعض الملاحظات:
إما أداة تمويج أو معدن تلحيم (ولحام) لربط ترمستور. وكنت قد استعملت الأخير ولم أحتاج إلى أداة تمويج.
مجموعة ذات جودة عالية من المفكات مقياس من 1.5 ملم إلى 4 ملم في الحجم. من الأحسن أن تكون المفكات قادرة على تكوين ربط قوي على مسمار الربط.
بعض اللولبيات الثاقبة للعمل اليدوي لكي تنظف بعض أجزاء الطابعة ثلاثية الأبعاد. بعض الأجزاء المطبوعة قد تحتاج لبعض اللمسات الأخيرة كإزالة البلاستيك الزائد من الجزء.
قد تكون مطرقة المطاط نافعة لإدخال القضبان المعدنية بقياس 12 ملم في قاعدة الاكريليك. وقد تستدعي هذه العملية أيضا بعض القطع الصغيرة الخشبية التي قد تتوفر عليها بين يديك.
المفكات: في حين أن معظم البراغي في العلبة تحتاج إلى الثاقب اللولبي المتري، هناك أوقات يستعمل فيها المفك لإزالة المسمار من محرك الدوران.
مفتاح براغي قابل للتكيف سيكون نافع لإيقاف بعض البراغي من الدوران عندما تشدد الربط. كثير من البراغي تتناسب مع ثقوب البراغي في الأجزاء البلاستيكية وبالتالي لا تتطلب أي امساك عند تشديد الترباس.
بعض المقصات
أدوات ليست باللائحة الأساسية: دريميل، أو أداة دوارة أخرى قد تكون نافعة إذا كنت تتوفر عليها. استعمال ار بي ام (دورة في الدقيقة) بشكل منخفض لتجنب ذوبان الأجزاء البلاستيكية عند عملك عليها.
الأدوات التي ربما لا تحتاجها: لا أتذكر أني احتجت إلى الديجيتال ملتيمتر خلال الإنشاء رغم أني كان لدي واحدة ويمكنني استعمالها. تجنبت أيضا استعمال أداة التمويج في المكان الوحيد الذي كان من الممكن استعمالها به.

كان كل من أدوات العلبة والطباعة جاهزين خلال أسبوع فقط. هذا تضمن أيضا يومين كاملين من الإنشاء وليال عديدة لإنهاء العمل. ومن الأفضل أن يكون هناك شخصين لبناء الطابعة خلال اليوم الأول لان هناك أوقات تحتاج إلى تواجد ثلاثة إلى أربعة أيادي لإنجاز عملية واحدة ولكي تكون العملية بسيطة وسهلة. ومن أفضل الطرق التي ستشعرك بأنك مرتاح خلال إنشاء وبناء الطابعة وتجهيز محتوى العلبة هي أن تقرأ كتيب البناء اليدوي للطابعة. هناك أيضا مقطع فيديو من دقيقتين على يوتيوب يمكنك مشاهدته لتتمكن من إنجاز العملية.
تشحن الأجزاء في علب متعددة قابلة للفتح وإعادة الإغلاق. ووجود قطع الغيار اللازمة للطارد والجزء النهائي الساخن في حقيبة خاصة بهم سيساعدك على التركيز خلال المراحل الأولى من الإنشاء. كثير من العلب الظاهرة تحتوي على علب صغيرة، كل منها يتوفر على بطاقة معلومات حول المحتوى وعدد كل جزء. وقد تم تجميع الترباسات البراغي والسحابات أيضا في أكياس صغيرة رتبت لمساعدتك في العثور السهل على العناصر التي تحتاج لكل خطوة بناء، على سبيل المثال، حقيبة واحدة من المكسرات M3، وآخر مع البراغي الغاطسة. وتوجد لوحة ديو التي تتحكم في الطابعة في كيس وقد شحنت إلى جانب إمدادات الطاقة الموجودة داخل علبة أدوات الطاقة.
أحد العوامل التي لها تأثير على كيفية تشغيل الطباعة ثلاثية الأبعاد بشكل جيد هو كم ستكرر هذه العملية. إذا كانت الطابعة تتحول وتتحرك، يمكن آنذاك للبلاستيك ألا يكون موضوعا في المكان المحدد بالضبط وكما يجب. فالمحور Y (إضافة إلى قاعدة الطابعة الموازية لواجهة الطبع) والمحور Z للاورميرود هما مبنيان على قاعدة من الألومنيوم الصلب. هاتين الشكلين الاثنين من الالومنيوم يلتقيان عند زاوية 90 درجة ويشكلان نواة جد صلبة للآلة. والرابط بالمنتدى يظهر بعض الأمثلة لجودة الطبع الممكنة باستعمال الاورميرود.
نصائح لبناء أكثر سهولة
يتكون الدليل التركيب اليدوي من مجموعة من الصور التي تظهر لك ماذا تفعل في كل خطوة. كل قسم في هذا الكتيب يبدأ بلائحة مفصلة للأجزاء المستعملة لإتمام كل القسم الخاص بالتركيب. في بعض الأحيان، يستعمل الكتيب عبارات تلطيفية، عند قراءتك له أو لشيء مثل "تشديد مناسب" و "قد تحتاج بعض القوة" حاول أن تفهم أن حجم من القوة لا بأس به ضروري لإتمام الخطوة خلال مرحلة التركيب.
هنا بعض النصائح التي لا يتضمنها الدليل:
رغم أن الدليل يذكر أن أداة التمويج نافعة إلا أني وجدتها لم تكن كذلك إلا عندما تريد تسليك رابط الترميستور للجزء الأخير الساخن. وعوضا عن التمويج فقد استعملت سلكي تمديد بمنفذي مذكر ومؤنث. قطعت كل سلك إلى نصفين وقمت بلحمهما على الترمستور وكابل ريبون لكي لا تكون بذلك تماس مباشر وبالتالي كنت قادرا على إزالة الجزء الساخن الأخير إذا رغبت في ذلك.
أحد المشاكل التي قد تقع خلال المرحلة الأولى من عملية البناء هي إدخال البراغي المعدنية في لوحات الاكريليك. ويصف الدليل الاكريليك على انه هش للغاية والقضبان يجب أن تتلاءم بشكل جيد داخل ثقوب لوحات الاكريليك هذه. بالنسبة لي، واحدة من لوحات الاكريليك تصدعت بسبب ثقب قضيب على حافة اللوحة بينما كنت أحاول إدراج واحد من القضبان. وهذا أمر مؤسف لأنه يحدث في وقت مبكر من عملية الإنشاء وهذا يمثل مشكلا أوليا قد يثبط عزيمة الشخص خلال عملية البناء. ولحسن الحظ لن يكون لك تعامل مع الاكريليك مرة أخرى إلا بعد هذه الخطوة بكثير عند بناء على المحور X. وملفات تصميم نهاية اللوحات متاحة حتى تتمكن من إنشاء أخرى جديدة إذا قمت بتشديدهم بطريقة سيئة. قد تكون هناك إمكانية أخرى وهي استخدام الميثيل إيثيل كيتون للحام بارد للاكريليك وإصلاح التشقق أو الصدع.
النصيحة الأساسية التي يمكنني تقديمها لمثبتي الأجهزة من قطع متفرقة هي أنهم يجب عليهم أن يتوفروا على أدوات تشديد جيدة بطول مناسب. بعض البراغي تتوقف في البلاستيك بعض الشيء ومفتاح تشديد طويل شيء يمكن أن يساعدك اكثر. واستعمال أداة التشديد الكهربائية لتثبيت البراغي ستقلل من الوقت الذي قد تستغرقه في عملية التشديد أيضا.
سوف تحتاج أيضا إلى استعمال بعض التشحيم للقضيب الخيطي على المحور z. لم ألاحظ ذلك في التعليمات في دليل البناء، ولكن من دون تشحيم وجدت أن أجزاء تتحرك في الأسفل.
بعض المنتديات توصي أيضا باستبدال المولة العلوية على القضيب الخيطي بمولة نحاسية أطول. لأن النحاس هو أخف من الصلب المقاوم للصدأ وينبغي أن يكون التثبيت في الغالب على المولة الأبسط والأرخص.
حزمة البرنامج
من الممكن أن يكون التعامل شاقا شيء ما خلال عملية الاستعمال والتركيب الخاص بالطباعة ثلاثية الأبعاد خصوصا عند التعامل مع أدوات عديدة ومكونات ملفات قد تبدو لك جديدة لتبدأ في استعمال الطباعة ثلاثية الأبعاد. على المستوى الأدنى هناك ملفات gcode التي تستعمل مجموعة من التعليمات بأن اللوحة الإلكترونية الموجودة على الطابعة تتعرف على كيفية تنفذ الأوامر. وهناك أمثلة على أوامر gcode مثل G1 X60 التي تحرك رأس الطبع لمحور X تنسيق 60 ومحور Y تنسيق 0. بالإضافة لذلك، هناك أوامر التحريك وطرق لتشغيل أو إلغاء المسخنات مثل ما يوجد على الجزء الساخن ورأس الطباعة وأوامر أخرى لإخراج كمية معينة من البلاستيك على نسبة معينة.
وفي المستوى الأعلى قليلا تجد الملفات الخاصة من نوع STL. هذا نوع من الملفات التي قد تجدها على بعض المواقع الإلكترونية مثل موقع Thingiverse. وفي أعلى السلسلة نجد ملفات OpenSCAD.
ولتحديث برنامج الفورموير الخاص بالاورميرود، يجب استعمال الاردينو اي دي اي Arduino IDE. يجب أن يكون هذا الأخير في نسخته 1.5.7 أو ما جاء بعدها لكي يكون داعما للاردينو ديو Arduino Due. وبالرغم من أن Arduino IDE متضمن في حزم اغلب توزيعات لينكس، فستجد أن النسخة القديمة فقط هي التي تأتي في حزمة IDE بتلك الطريقة. وحيث هناك حزم جاهزة تدعم 32 و 64 بت لنظام لينكس فليس هناك أية حزمة جاهزة ل Arduino IDE لنظام لينكس اي ار ام ARM. وبالتالي إذا كنت ترغب في التحكم في الاورميرود الخاص بك من على جهاز اي ار ام ARM فيمكنك أن تجد من السهل أولا تحديث الفورموير على الاورميرود من الحاسوب.
يسمح لك برنامج Pronterface بالتتحكم بالطابعة وملفات الطبع ويمكنك من ربط الاورميرود بالحاسوب من خلال كابل USB. يمكنك استخدام النسخة الحديثة من Pronterface من خلال نسخ ال git repository الخاص به وتشغيل المسار ./ormerod.sh بعض الاعتماديات الخاصة ب Python تحتاج لتثبيت مثل pyserial و wxpython وهما متوفرين على معظم توزيعات نظام لينكس.
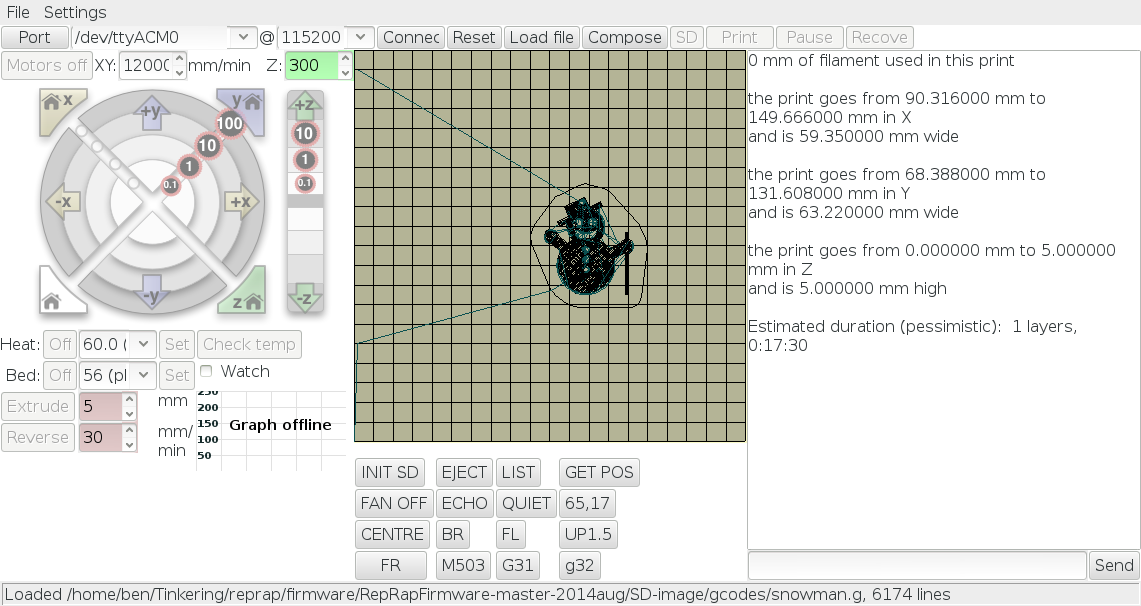
ستجد بعض الصور المأخوذة من واجهة Pronterface. في الجهة السفلى بأدنى واجهة Pronterface يمكنك ملاحظة الحرارة الحالية لرأس الطباعة والجزء الساخن الأخير. وباختيار Watch box ستتمكن من الاطلاع على الحرارة على شكل رسوم تباينية على طول مدة الاستعمال. ويمكنك تحديد نسبة الحرارة لكل منهما وبالتالي يمكن بشكل مباشر إلغاء عمل المسخنات عند وصول الحرارة الهدف. الواجهة الدائرية في أعلى يسار ال Pronterface تجعلك قادرا على تحريك رأس الطباعة. هذا سيكون على مسافة من 0.1 إلى 100 ملم.
ال +y/-y تحركان الجزء الساخن اتجاه محور المحرك y (+) او بعيدا عنه (-). حركة المحور x الإيجابية ستكون بعيدة عن محور z. تكون حركة المحور z ظاهرة بجانب الواجهة الدائرية. الأزرار الثلاثة للواجهة الرئيسية التي توجد حول الواجهة الدائرية ستمكنك من الرجوع لكل محور. إرجاع المحور إلى حالته الرئيسية سيحوله إلى نقطة معروفة. مثالا على ذلك، إرجاع محور y سيحرك الأسطوانة إلى طرف واحد، عندما يلتئم المايكروسوتش ستتعرف الطابعة على أن الأسطوانة صحيحة في الطرف الواحد ومن ثم ستحرك الأسطوانة إلى الطرف الآخر للمحور y.
في وسط الواجهة هناك طبقة من ال gcode الحالي الذي تمت تعبئته. الضغط على تلك الصورة يعطي نافذة أخرى و أوامر shift+mouse wheel سيجعلك تتفحص وتلف حول الطبقات خلال عملية الطبع. في الجانب الأيمن من Pronterface يوجد مربع حوار على الطابعة ونص مكتوب يسمح لك بالكتابة بأوامر gcode للإرسال للطابعة. بعض أوامر gcode المعروفة ظاهرة على أزرار في اسفل وسط الشاشة. زر G31 سيسأل الطابعة عن القيمة التي يتوفر عليها مجس التقارب حاليا. زر GET POS يسأل الطابعة ما الذي ينسق بينها وبين رأس الطابعة.
الطباعة الأولى
كانت لدي مجموعة من التساؤلات عند أول مرة حاولت خلالها الطبع بالشكل ثلاثي الأبعاد. ما هو البعد الذي يجب أن تتحرك فيه اللفيفة تجاه الفتحة قبل البدء في العمل؟ هل هناك مكان محدد الذي يجب أن تكون عليه الطابعة مسبقا قبل البدء في الطباعة؟ و أسئلة أخرى. في بعض الطرق لمحاولة الطباعة، الطبع الأول غالبا ما يكون غير ناجح. قد تكون قد جمعت المحاور وقمت بالتشغيل وبالتالي تعرف أن رأس الطابعة سيتحرك إلى المكان الذي يأمر به الحاسوب. لكن خلال المرة الأولى التي يخرج منها البلاستيك أي من رأس الطابعة عند إذ يمكن أن نقول أن الآلة أصبحت طابعة.
للإجابة عن التساؤلات السابقة، يمكن للفافة أن ترجع بسهولة في حدود 3-5 ملم من الجزء الساخن عندما تبدأ بالطباعة. وسوف تشمل معظم المطبوعات على حدود حول محيط الشيء المطبوع. معظم ملفات gcode تتضمن محور التوجيه أو العودة عند بداية الملف، وبالتالي سيكون رأس الطباعة في أي مكان، لكن وجدت انه نسبيا منخفض وقريب من محور x. وسيتضمن gcode أيضا التموضع على الجزء الساخن للمطبوع، وبعد التوجيه أو العودة سيحرك رأس الطبع إلى المكان أو الموضع قبل البدء في الطبع.
ويتم توزيع بعض الملفات gcode على صورة بطاقة SD بما في ذلك محور نموذج التعويض وتمثال ثلجي. لقد وجدت التمثال الثلجي مفيد جدا لاختبار ما إذا كانت فوهة الطباعة منخفضة بما فيه الكفاية ورأس الطباعة يوجد في الزاوية الصحيحة. خلال المراحل الأولى من الطباعة وفي بعض الأحيان، عندما يتم رفع رأس الطباعة يخضع لحركات الرأس في عملية طباعة سريعة.
واضطررت إلى ضبط أداة runner bearing على حامل محور x من اجل وضع زاوية الجزء الساخن بشكل صحيح لكي يبقى التمثال المثلج على الجزء الساخن. عند القيام بذلك،
فإنه من الأفضل والأكثر فائدة استخدام مفتاح براغي صغير لدفع الرأس في الثقب في الداخل مع تشديد الترباس مرة أخرى. لقد وجدت أن محاولة نقل رأس الترباس وحمله للداخل فقط من أعلى كان أقل فعالية. وبما أن محمل MR93ZZ استخدم لضبط زاوية محور x هو 9 ملم في القطر فقد وجدت أنها فكرة جيدة أن استبدل ذلك المحمل بواحد اكبر قليلا في القطر الخارجي بدلا من محاولة نقل الترباس الأصلي ومحمل المزيج داخلا. مجموعة من المحامل المماثلة من 10، 11، 12، و 13 ملم فقط ب $ 10- 15 دولارا.
عملية إرجاع محور Z تتطلب خفض رأس الطبع ليكون قريبا جدا من جهاز الطبع وإعلام الطابعة بانك الآن على Z=0. وقد وجدت من الصعب الحكم على المسافات الصغيرة المعارضة للواجهة الزجاجية العاكسة. عملية استخدام قطعة من الورق وتحويل الورق عند خفضك لرأس الطابعة ببطء ساعدتني كثيرا. وعندما يمسك رأس الطابعة بالورق قليلا يمكنك آنذاك أن تعبر نفسك في Z=0.1.
القيام بالتعديلات
واحد من الإيجابيات الهامة لبناء طابعة والذي يعتبر مفتوحا هو أنه يمكنك محاولة التعديل كما تشاء. فعوضا عن استعمال أداة التمويج لمجس حرارة الجزء الساخن، قمت بشيئين اثنين وهما تحويل لفافة الخيط واستبدال مروحة التبريد للجزء الساخن الخاصة بالآلة 40 ملم.
قمت باستبدال مروحة العادية 40 ملم الموجودة على الجزء الساخن بمروحة اكثر سكونا واقل ضجيجا من فئة 40 ملم Noctua. لاحظ أن المروحة العادية التي تأتي مع الاورميرود تحول 8.1 CFM (اي 13.8 م3 / ساعة) من الهواء والمروحة التي استعملتها من فئة Noctua تحول 4.8 CFM (اي 8.2 م3/ساعة). لاحظت أيضا أن منحى التبريد يأخذ وقتا طويلا مع Noctua اكثر من المروحة العادية. لكن الفرق في الضجيج الذي تصدره كان ليل نهار وفي كل وقت. سأبحث عن مروحة هادئة التي يمكنها ان تبعث بالهواء بشكل يقارب أو اكثر من المروحة العادية في التحديثات والتعديلات القادمة. ربما يظهر أن Noctua من فئة 60 ملم مع قناة قابلة للتعديل هي المترشح والاختيار الأفضل. ومن الأكيد أنه عندما يكون هناك انبعاث هواء من خلال مروحة الجزء الساخن سيكون ذلك مهم جدا لطباعة البلاستيك ABS الذي يتوفر على نقطة ذوبان ساخنة وبالتالي يجب على المروحة أن تزيل الحرارة الزائدة.
المكان الافتراضي للخيط هو المكان الكائن بجانب علبة الإلكترونيات. هذا يحجب رؤية اللوحة الإلكترونية التي لا تريدها. لحسن الحظ، هناك العديد من التصاميم لمحامل الخيوط على موقع Thingiverse وبالتالي طباعة محمل اللفيفة سيكون مهمة تثير العجب والمرح.
احترف ال Pronterface الخاصة بك
للاورميرود نظم للتغذية الراجعة التي تستعمل لإرجاع محاورها x, y و z. للمحور y مايكروسوتش عند نهاية المحور. المحوران z و x يتقسمان استعمال مجس القرب الذي يشتغل بالأشعة تحت الحمراء. إرجاع المحور X والمحور Z يمكن أن ينفذ بدون إضافة أي عمل آخر عندما تشغل الطابعة. وقد وجدت أن القيم المعطاة لمجس القرب الذي يشتغل بالأشعة تحت الحمراء لإرجاع المحور Z تتغير شيء ما. أشياء مثل إنارة الغرفة وما إذا كان هناك حجاب والتي تعتبر مفتوحة يمكن أن يكون لها تأثير على حجم الضوء تحت الأشعة الحمراء والمرئي من طرف المجس على الاورميرود. هذا سيقودني إلى معايرة المحور Z بالإرجاع في كل مرة اشغل فيها الطابعة.
لتبسيط هذه العملية قد ترغب في فتح مسار ملف pronterface /.pronsolerc-ormerod وإضافة بعض الأزرار المخصصة لذلك. بالنسبة لي، قمت بتحريك رأس الطباعة لX60 وY0 قبل إرجاع محور Z، لذلك الزر 16 يمكن استخدامه للقيام بذلك دون الكتابة. الزر 17 (وصف بأنه "ZH 0.1" سيخبر الطابعة أن رأس الطباعة هو 0.1 ملم فوق الزجاج. كل ما تبقى هو أن يصدر الأمر G31 يدويا لنقول للطابعة ما قيمة مجس الاستشعار الذي يمكن توقعه لنرى متى يكون رأس الطباعة فوق ببضعة ملليمترات فوق جهاز الطباعة. آمل أن أجعل القيام بهذا الأمر لاحقا فقط من خلال زر أيضا، ولكن هذا ينطوي على تشغيل بعض الأوامر على الطابعة لمعرفة الوضع الحالي واستشعار القراءة لاستخدامها عند إصدار الأمر G31.
button 16 "ZH xy" G1 X60 Y0^M button 17 "ZH 0.1" G92 Z0.1^M
تحسينات على الاورميرود 2 Ormerod
يتضمن Ormerod سرير طباعة ساخن ويمكن طباعة البلاستيك من نوع PLA و ABS. طباعة ABS تتطلب رأس طباعة ذو درجة حرارة عالية وساخنة وسرير طباعة ساخن أكثر أيضا. الأجزاء المطبوعة والثلاثية الأبعاد التي توجد على Ormerod هي مصنوعة من بلاستيك PLA. ومن المستحسن أن تقوم بتحديثات الطباعة لبعض أجزاء من Ormerod في ABS إذا كنت تخطط لطباعة ABS.
لقد وجدت نفسي مضطرا إلى إعادة تقويم المحرك القاذف عندما أدخلت لفافة جديدة من PLA في Ormerod. وكان PLA الجديد من ممون مختلف هذه المرة، ولست متأكدا ما إذا كان هناك حاجة للمعايرة بعد كل تغيير للأسماء أو فقط لأنه تم تغيير ممون PLA. وإذا كنت تحصل على مواد مستخرجة من الطباعة متقطعة بعد تغيير لفة الخيوط الخاص بك، آنذاك قد يكون هناك بثق كثير من البلاستيك وبالتالي تحتاج إلى إعادة تقويمه.
هناك العديد من التحسينات على أجزاء القاعدة المتاحة لOrmerod. هذه خاصية و علامة جيدة على أن المجتمع نشيط في خلق بعض التعديلات و التخصيصات وهناك بعض قطع الغيار في السبائك، مثل دعامة السرير بديل لأجزاء الاكريليك على المحور x.
وهناك نقاش جاري فيما يخص استبدال أجهزة الاستشعار بالأشعة تحت الحمراء مع وجود تأثير للاستشعار HAL-Z. قد ترغب أيضا في القيام بطبع تحديثا بخاصية 3D لولب مزدوج Z-التروس (Double Helix Z-Gears) أو تصفح قائمة التحسينات.
وكما ترون هناك استثمار لا بأس به في الوقت والزمن لبناء وضبط طابعة 3D. لقد وجدت أني عندما أواجه مشكلة جديدة خلال عملية البناء أتمكن من الحصول على أجوبة وردود أفعال جيدة من المنتديات وقناة IRC وذلك فيما يخص كل ما يمكن القيام به لحل المشاكل والأمور المتعلقة بذلك.
لقد أصبح Ormerod 2 متاح بينما كانت تجري كتابة هذه المقالة. وقد شملت التحسينات على Ormerod 1 حزام تثبيت المحور Y، تبسيط تعديل مستوى السرير، الى جانب تحديثات أخرى.
نشرت هذه المقالة على موقع linux.com وترجمها للعربية رضوان أمزورو